ROBOT CNC wynalazek wdrożony we frezarce Chmer HE65GT w firmie Banninger-Formtechnik
W artykule przedstawiono wyniki projektu „Nowatorski Robot wbudowany w obrabiarkę CNC”, wykonanego w ramach umowy z NCBiR nr POIR.01.01.01-00-0520/21-00.
Robot CNC służy do wymiany materiału/detali w centrum obróbczym CNC. Dzięki niemu proces produkcji przez wiele godzin może odbywać się w sposób bezobsługowy. Opracowane rozwiązanie techniczne stanowi nowość nie tylko w skali kraju, lecz także w skali świata. Zostało to potwierdzone „Patentem na Wynalazek” nr 244816.
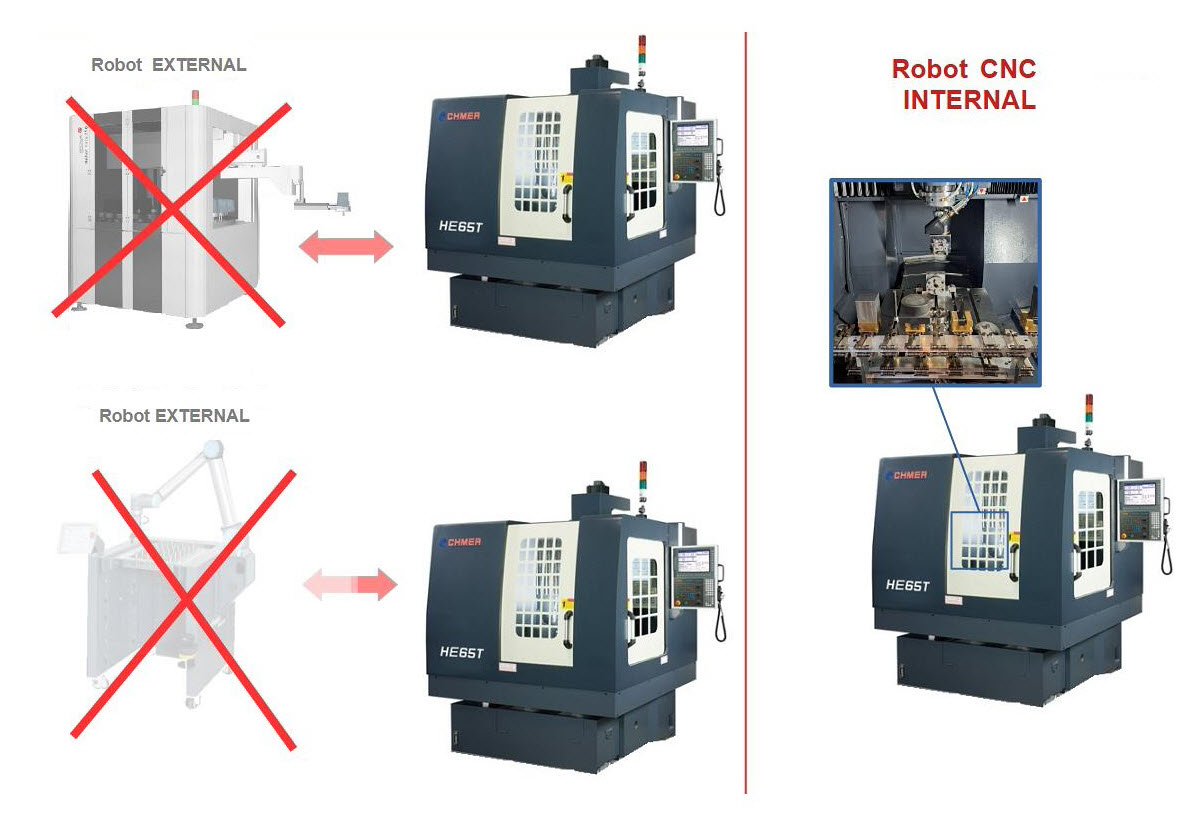
Dotychczasowe systemy automatyzujące proces podawania i odbioru detali w obrabiarce CNC są oparte na urządzeniach zewnętrznych. Realizują transfer materiału za pomocą własnych układów kinematycznych – głównie układów kartezjańskich i ramion zrobotyzowanych. Robot CNC jest urządzeniem w całości mieszczącym się wewnątrz kabiny obrabiarki i korzystającym z jej własnej kinematyki.
Na poniższym schemacie przedstawiono różnicę między robotem „zewnętrznym” (external) a nowym robotem – „wewnętrznym” (internal).
Robota CNC można zastosować we frezarkach CNC ogólnego przeznaczenia, jednak do pierwszej aplikacji została wybrana frezarka HE65GT firmy CHMER (dystrybutor: MDT Wadowski Sp.K), zainstalowana w narzędziowni Banninger-Formtechnik w Częstochowie. Maszyna ta jest używana do frezowania elektrod grafitowych, wykorzystywanych w obróbce elektroerozyjnej.
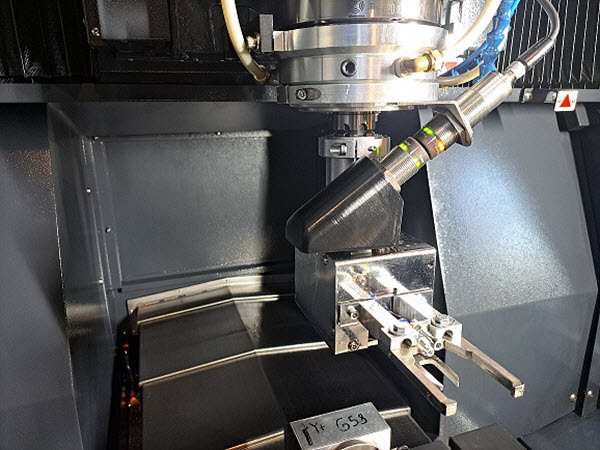
Rys. 1. Manipulator transportujący detale/przygotówki jest zamocowany we wrzecionie i przemieszczany za pomocą osi obrabiarki X, Z. W trakcie obróbki jest on przechowywany w magazynie narzędzi
Powody tego wyboru były następujące:
● Frezarki do elektrod elektroerozyjnych są wyposażone w system paletowy typu Zero Point (EROWA, 3R, POFI), który umożliwia również standaryzację chwytu manipulatora wykonującego transport detali we frezarce CNC. Dlatego bariera wejścia w robotyzację takiej obrabiarki jest niższa.
● Elektrody elektroerozyjne grafitowe są używane powszechnie w produkcji form wtryskowych stosowanych w motoryzacji, AGD, elektronice. Frezarki CHMER są doceniane przez ich użytkowników m.in. ze względu na bardzo sprawny system separacji pyłu grafitowego powstającego podczas obróbki. Stanowią one atrakcyjny rynek aplikacji (retrofitingu) dla robota CNC.
● Firma Banniger-Formtechnik jest otwarta na innowacje techniczne, co w połączeniu z wieloletnim doświadczeniem w branży narzędziowej, stworzyło idealne warunki do wdrożenia tego projektu.
Robot CNC jest wbudowany w kabinę obrabiarki CNC i do realizacji swoich funkcji wykorzystuje jej podzespoły
Prace badawczo-rozwojowe dotyczyły trzech problemów:
1. Zapewnienie sztywnego zamocowania paletki z detalem w magazynie detali
Konstrukcja gniazda, z jednej strony, musiała być elastyczna, żeby paletkę dało się włożyć i wyjąć z gniazda również ręcznie, ale, z drugiej strony, musiała być sztywna, by zapobiec odkształceniom od sił dynamicznych działających podczas ruchu stołu roboczego. Co więcej, gniazdo musiało zachować swoje parametry mechaniczne w trakcie długotrwałej pracy, czyli musiało być odporne na zużycie cierne i zmęczeniowe.
2. Opracowanie układu pozycjonowania kątowego manipulatora
Manipulator zamocowany we wrzecionie frezarki CNC musi posiadać funkcję pozycjonowania kątowego: 0/+90°/–90°/–270°. W przypadku frezarek posiadających serwonapęd osi C takie pozycjonowanie jest realizowane właśnie przez oś C. Jednak dla frezarek CNC, które nie posiadają tej funkcji (np. frezarka HE65GT), trzeba było opracować własny układ pozycjonowania z mechanizmem zatrzaskowym i układem detekcji pozycji kątowych manipulatora.
3. Opracowanie bezprzewodowego interfejsu elektrycznego między manipulatorem a obrabiarką
Manipulator jest wyposażony w czujniki optoelektroniczne oraz indukcyjne, które przekazują informacje binarne do sterownika obrabiarki. Manipulator posiada dwie lokalizacje w kabinie:
– albo jest zamocowany we wrzecionie obrabiarki,
– albo jest przechowywany w magazynie narzędzi.
Dlatego nie mógł być połączony z obrabiarką stałymi przewodami elektrycznymi. Podłączenie za pomocą złącz kontaktowych też było ryzykowne, ze względu na zanieczyszczenia (olej, pył grafitowy) obecne w kabinie. Stąd potrzeba stworzenia interfejsu bezprzewodowego.
Wszystkie ww. problemy udało się rozwiązać, a poszczególne rozwiązania konstrukcyjne są widoczne na zaprezentowanych fotografiach.

Rys. 2. Magazyn detali jest zamocowany na stole roboczym, poruszanym osią Y
Podsumowując: badania wdrożonego robota wykazały jego przewagę nad klasycznymi robotami zewnętrznymi:
– oszczędność miejsca: robot w całości mieści się w kabinie obrabiarki,
– bezpieczeństwo pracy: zbędne są dodatkowe zabezpieczenia (ogrodzenia, bariery optyczne itp.),
– brak drzwi automatycznych: ich instalacja generuje dodatkowy koszt, a użytkowanie spowalnia proces produkcji,
– integracja pełna ze sterowaniem CNC: nie są potrzebne żadne dodatkowe komputery, interfejsy programowe czy okablowanie,
– programowanie bardzo łatwe: polega na wpisaniu nazw programów technologicznych do tabeli palet w sterowaniu,
– koszt dużo niższy niż robotów zewnętrznych.
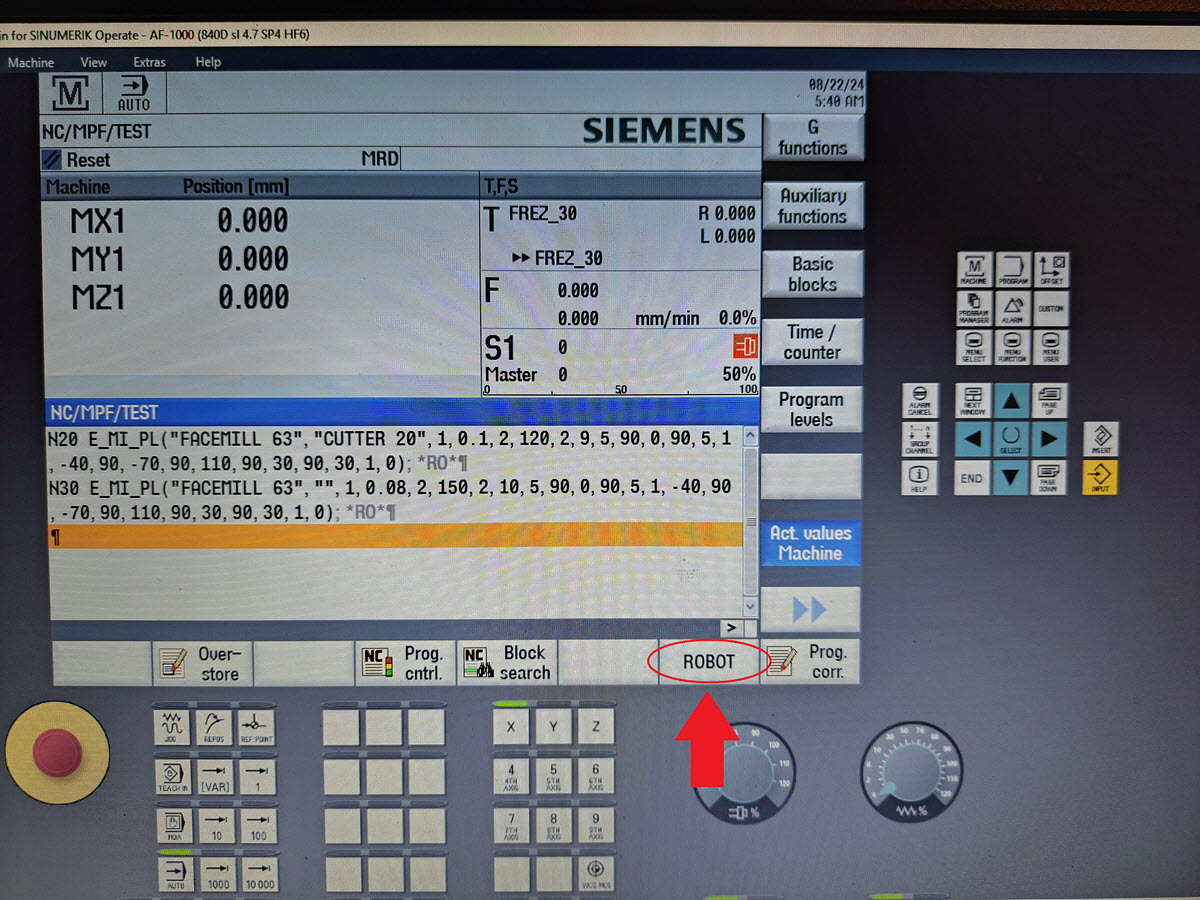
Rys. 3. Sterowanie robotem CNC jest realizowane za pomocą spec-jalnego oprogramowania, całkowicie zintegrowanego ze sterownikiem obrabiarki: Sinumerik 828D firmy Siemens
Mgr inż. Marek Wacikowski
tel. 500 490 476
marek.wacikowski@mwinvent.pl