Druk 3D dla branży wyrobów medycznych
Analiza kluczowych czynników sukcesu na przykładzie endoprotezy stawu ramiennego

Wytwarzanie addytywne
Produkcja przyrostowa (AM) rozwinęła się w ciągu ostatniej dekady i stała się znaczącą częścią branży ortopedycznej. Szacuje się, że do 2023 r. w produkcji około 10% komponentów endoprotez stawów biodrowego, kolanowego i ramiennego czy urazowych implantów ortopedycznych będzie wykorzystywana technologia przyrostowa. Różne czynniki i uwarunkowania wpływają na ten trend, jednak najważniejsze są korzyści dla pacjentów. Zarówno producenci OEM, jak i podwykonawcy stoją przed wyzwaniem, jakim są inwestycje w park maszynowy, a także wykwalifikowany personel. Jednym z pierwszych zadań, z którym muszą się zmierzyć, jest zintegrowanie technologii AM w fabryce z innymi procesami, takimi jak obróbka skrawaniem czy znakowanie laserowe.
Nasz przykład: endoproteza stawu ramiennego
W tym artykule jako przykład do analizy przedstawiamy wytwarzanie części do endoprotezy stawu ramiennego – trzpienia ramienia. Podobnie jak w przypadku wielu innych endoplastyk stawów (takich jak biodro i kolano) liczba przeprowadzanych operacji wymiany stawu ramiennego znacząco wzrasta. Jest to spowodowane z jednej strony starzeniem się społeczeństwa, a z drugiej coraz większą popularnością sportów ekstremalnych. Przy 100 tys. przeprowadzanych rocznie operacji i tempie wzrostu wynoszącym obecnie 8% wymiana stawów ramiennych wymaga wyprodukowania dużej liczby wysokiej jakości komponentów.
Tradycyjne metody obróbki a produkcja przyrostowa
produkcja trzpienia kości ramiennej z wykorzystaniem tradycyjnych metod obróbki zaczyna się często od wykonania odlewu lub odkuwki. W obu metodach pierwszym krokiem jest więc zaprojektowanie i wyprodukowanie formy lub matrycy. Następnie wytwarzany jest trzon, który należy poddać frezowaniu wykończeniowemu. Taki detal jest myty, zabezpieczany i piaskowany, a na końcu powlekany hydroksyapatytem (białym proszkiem zawierającym wapń i fosforan wspomagające przerastanie kości). Podsumowując: cała procedura składa się z ośmiu głównych kroków (nie licząc kontroli jakości).

Proces produkcji endoprotezy stawu ramiennego
Tradycyjny proces produkcyjny
+ projektowanie CAD/CAM,
+ produkcja formy lub matrycy,
+ odlew lub kucie,
+ frezowanie wykończeniowe,
+ maskowanie,
+ piaskowanie,
+ powlekanie,
+ znakowanie laserowe,
+ metrologia – pomiary końcowe.
Proces wytwarzania addytywnego
+ projektowanie CAD/CAM,
+ druk 3D z metalu w technologii DMP
+ (laserowego spiekania proszków),
+ oddzielanie wydrukowanego przedmiotu
+ od płyty budującej,
+ frezowanie wykończeniowe,
+ teksturowanie/znakowanie laserowe,
+ metrologia – pomiary końcowe.
 W przypadku tradycyjnie wytwarzanych endoprotez mogą występować problemy z ochroną przed naprężeniami (gdy otaczająca kość staje się słabsza, ponieważ nie widzi żadnego obciążenia) lub obluzowaniem (gdy nowa kość nie łączy odpowiednio implantu z ramieniem). Endoproteza wykonana metodą wytwarzania addytywnego może się lepiej sprawdzać pod względem ekranowania naprężeń i ulepszonej osteointegracji (trwałego połączenia implantu z tkanką kości). W procesie wytwarzania addytywnego trzpień kości ramiennej jest drukowany poprzez budowanie części, warstwa po warstwie, za pomocą lasera roztapiającego w wybranych miejscach rozprowadzoną warstwę proszku tytanu. Warstwy często mają strukturę kratownicową, która wspomaga przerastanie kości i ułatwia zakotwiczenie trzpienia endoprotezy. Struktury te nie zawsze są pokrywane hydroksyapatytem. Proces wytwarzania addytywnego jest zazwyczaj o trzy kroki krótszy niż tradycyjny proces produkcyjny. Technologia ta umożliwia również personalizację wykonywanych implantów.
W przypadku tradycyjnie wytwarzanych endoprotez mogą występować problemy z ochroną przed naprężeniami (gdy otaczająca kość staje się słabsza, ponieważ nie widzi żadnego obciążenia) lub obluzowaniem (gdy nowa kość nie łączy odpowiednio implantu z ramieniem). Endoproteza wykonana metodą wytwarzania addytywnego może się lepiej sprawdzać pod względem ekranowania naprężeń i ulepszonej osteointegracji (trwałego połączenia implantu z tkanką kości). W procesie wytwarzania addytywnego trzpień kości ramiennej jest drukowany poprzez budowanie części, warstwa po warstwie, za pomocą lasera roztapiającego w wybranych miejscach rozprowadzoną warstwę proszku tytanu. Warstwy często mają strukturę kratownicową, która wspomaga przerastanie kości i ułatwia zakotwiczenie trzpienia endoprotezy. Struktury te nie zawsze są pokrywane hydroksyapatytem. Proces wytwarzania addytywnego jest zazwyczaj o trzy kroki krótszy niż tradycyjny proces produkcyjny. Technologia ta umożliwia również personalizację wykonywanych implantów.
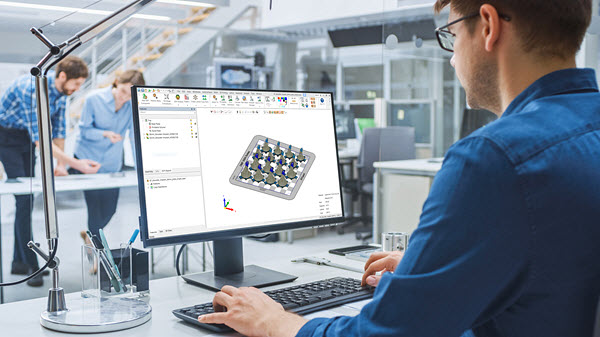
Technologia wytwarzania addytywnego niesie ze sobą nowe wyzwania. Wszechstronny zestaw narzędzi GF Machining Solutions pozwala skutecznie im sprostać i to z doskonałymi rezultatami. Pierwsze kroki w procesie produkcji przyrostowej to stworzenie projektu produktu i przygotowanie go do druku. Pakiet oprogramowania 3DXpertTM umożliwia zarządzanie całym przepływem procesu wytwarzania addytywnego. Pozwala użytkownikom nie tylko na import pliku produktu (np. z AutoCam lub Solidworks) do systemu, ale także stworzenie własnego projektu od podstaw.
Aby czerpać maksymalne korzyści z zalet wytwarzania addytywnego, zaprojektowana endoproteza stawu ramiennego została wykonana w oparciu o porowatą strukturę o budowie kratownicowej. Ten rodzaj geometrii jest znacznie skuteczniejszy w procesie osteointegracji. Stworzenie projektu z tysiącami siatek wymaga wydajnego oprogramowania – nasz 3DXpertTM jest w stanie sprostać temu zadaniu.
3DXpertTM tworzy kratownice, używając swojej wewnętrznej bazy danych lub struktury zdefiniowanej przez użytkownika. Niemal nieograniczone możliwości projektowe oprogramowania pozwalają producentom na stworzenie unikalnej i zróżnicowanej struktury własnego projektu. Zintegrowana analiza mechanicznego zachowania siatki umożliwia „dostrojenie” struktury, aby pasowała do „podatności” (lub elastyczności i zachowania) ludzkiej kości – zmniejszając ryzyko ekranowania naprężeń, a tym samym tworząc lepszy implant.
Po zakończeniu etapu projektowania endoproteza stawu jest drukowana warstwa po warstwie ze sproszkowanego tytanu. Tytan jest materiałem wysoko reaktywnym, co oznacza, że wraz ze wzrostem stężenia tlenu staje się coraz bardziej kruchy. Dlatego też kontrola stężenia tlenu w komorze roboczej jest kluczem do wydrukowania dobrego produktu. W przeciwieństwie do komercyjnych drukarek metalowych pracujących przy stężeniu tlenu od 500 do 700 ppm (co powoduje szybką degradację materiału w czasie), drukarka DMP Flex 350 od GF Machining Solutions wykorzystuje komorę próżniową, która odprowadza powietrze na początku cyklu drukowania, a następnie wypełnia się argonem. Opisane rozwiązanie sprawia, że DMP Flex 350 drukuje na najniższym w branży poziomie stężenia tlenu wynoszącym zaledwie 25 ppm, co przekłada się na wysoką jakość produktu i jednolite wyniki dla każdego wydruku.
Podczas druku laser wchodzi w interakcję z proszkiem, topi go i – jako niepożądany produkt uboczny – generuje mikrocząsteczki. Cząsteczki te mogą opaść z powrotem do strefy drukowania i spowodować powstanie defektów. Przepływ gazu, który zapewnia, że cząsteczki te są trzymane z dala od obszaru drukowania w komorze próżniowej, ma zatem kluczowe znaczenie dla końcowej jakości produktu.
Na koniec niezwykle ważne jest monitorowanie procesu i rejestrowanie kluczowych parametrów. Umożliwiają je narzędzia do śledzenia procesów w czasie rzeczywistym. DMP Flex 350 został wyposażony zarówno w kamerę przemysłową, jak i fotodiody, które stale monitorują roztopiony materiał podczas cyklu drukowania, śledząc przebieg procesu. Dzięki oprogramowaniu do kontroli, które jest dostępne w ramach 3DXpertTM, dane uzyskane podczas drukowania mogą być analizowane, a wszelkie problemy z jakością – oznaczane.
Planowanie kolejnych kroków po wydruku

Po wydrukowaniu i wyżarzaniu odprężającym endoproteza stawu ramiennego zostaje poddana dalszej obróbce. Projektowanie wyrobu medycznego oraz zaplanowanie mocowania detalu za pomocą stałego systemu referencyjnego Systemu 3R (uchwyt ze zdefiniowanym punktem zerowym dla każdej maszyny) jest kluczem do efektywnej integracji dalszych operacji. Ten prosty i bardzo dokładny system mocowania jest stosowany w DMP Flex 350 oraz jako interfejs na każdym etapie produkcji w naszym procesie.
Uchwyt ze zdefiniowanym punktem zerowym System 3R jest przystosowany do mocowania małych płyt budujących „BuildPal” lub pełnowymiarowych palet budujących, stosowanych w drukarkach 3D. Użycie takich samych uchwytów na innych obrabiarkach umożliwia łatwe przenoszenie wydrukowanych przedmiotów wraz z płytą budującą w celu wykonania dodatkowych operacji bez konieczności ich bazowania w przestrzeni roboczej. System uchwytów Macro od System 3R zapewnia dokładność i umożliwia automatyczny załadunek do prawie każdego typu maszyny w zaledwie kilka sekund. Integracja chipa RFID w podstawie palety pozwala na śledzenie informacji o produkcie i upraszcza zarządzanie procesem.
Obróbka skrawaniem
Implant stawu ramiennego ma pionowe wypusty o nachylonych ścianach bocznych, stanowiące interfejs do osadzenia przekładki z tworzywa. Wykonanie tego interfejsu wymaga spełnienia wąskich tolerancji wymiarowych oraz zapewnienia niskiej chropowatości powierzchni, tak aby niewielkie i ciasne pasowanie z przekładką nie powodowało problemów i uszkodzeń podczas montażu. Jedynie precyzyjna maszyna – frezarka Mikron MILL S 400 U – może zapewnić osiągnięcie powtarzalnych wyników. Jej konstrukcja integruje w korpusie ponad 100 m kanałów chłodzących wodę, zapewniając wysoką stabilność termiczną. Została również wyposażona w oprogramowanie AMC, które pozwala operatorowi na automatyczną kalibrację systemu w zaledwie kilka minut.
Znakowanie laserowe
Po zakończeniu frezowania implant jest przenoszony do obrabiarki AgieCharmilles Laser P 400 U. Jest to 5-osiowe centrum obróbkowe, które może być wyposażone w jedno z szerokiej gamy źródeł laserowych, w tym źródło nanosekundowe i femtosekundowe o różnych długościach fal. W naszym przykładzie implant jest automatycznie ładowany do obrabiarki, która nanosi na endoprotezę stawu ramiennego niepowtarzalny kod identyfikacyjny wyrobu – UDI (unique device identification), a także wykonuje inne elementy graficzne, takie jak logo czy kod kreskowy 2D.
Frezarka Mikron MILL S 400 U | Obrabiarka AgieCharmilles Laser P 400 U
Wnioski
Wytwarzanie przyrostowe może się przyczynić do ulepszenia wyrobów medycznych. Korzyści dla pacjentów i rosnąca popularność tej technologii skłaniają producentów OEM i podwykonawców do inwestycji. Jak w przypadku każdej nowej technologii, integracja z istniejącymi w firmie procesami może być wyzwaniem. Znajomość technologii, planowanie automatyzacji produkcji, stosowanie uchwytów System 3R zapewniających powtarzalność mocowania, ale przede wszystkim współpraca z partnerem, który pomoże w opanowaniu przepływu produkcji, są kluczowe dla powodzenia projektów inwestycyjnych.
GF Machining Solutions Sp. z o.o.
al. Krakowska 81, Sękocin Nowy, 05-090 Raszyn k. Warszawy
tel. 22 326 50 50 • faks 22 326 50 99
info.gfms.pl@georgfischer.com • www.gfms.com/pl