AgieCharmilles FORM X – niezrównana precyzja
Postęp techniczny, którego jesteśmy świadkami, ma przede wszystkim charakter jakościowy. Dzięki zdolności do coraz bardziej precyzyjnej obróbki możliwe jest nie tylko wytwarzanie jeszcze bardziej zaawansowanych maszyn i urządzeń, lecz także optymalizowanie kosztów ich produkcji. Zwiększanie precyzji obróbki i jakości powierzchni ogranicza konieczność wykonywania dodatkowych operacji lub zmniejsza ich zakres.

Rys. 1. Precyzyjna elektrodrążarka od GF Machining Solutions – AgieCharmilles FORM X
Wytwarzanie precyzyjnych komponentów o złożonych kształtach to największe technologiczne wyzwanie, w którym technolog musi odpowiednio dobrać środki produkcji. Współczesne narzędzia coraz częściej muszą być elastyczne, aby spełnić skrajne wymagania. Przykładem elektrodrążarek wgłębnych opracowanych z myślą o uzyskaniu jak najlepszych parametrów jakościowych obrobionych powierzchni są AgieCharmilles FORM X 400 i 600 (rys. 1).
Precyzja
Elektrodrążarki FORM X są efektem naturalnej ewolucji maszyn FORM E, FORM P i FORM S w kierunku wzrostu wydajności i precyzji obróbki (rys. 2). Podniesiono sztywność konstrukcji przez zamocowanie na stałe korpusu i stołu roboczego. Do kontroli położenia elektrody roboczej wykorzystano liniały optyczne. W ten sposób uzyskano wymaganą dokładność pozycjonowania w całym zakresie ruchu wszystkich osi. Konstrukcja korpusu oraz urządzenia pomiarowe pozwoliły na wyeliminowanie wpływu nadmiernego luzu i odkształceń termicznych na dokładność obróbki. W efekcie rozdzielczość pozycjonowania wynosi 50 nm.

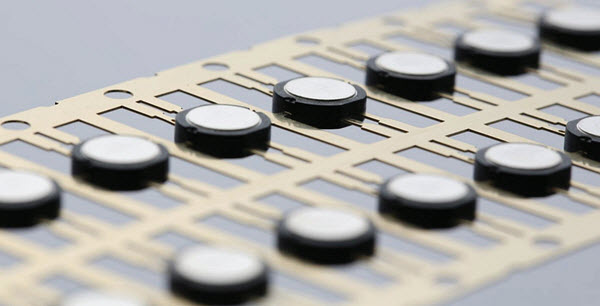
Rys. 2. Przykłady obróbki precyzyjnej
Ogromną zaletą elektrodrążarek FORM X 400 i 600 jest precyzyjna i wytrzymała oś C, która zapewnia wysoką dokładność pozycjonowania niezależnie od masy elektrody (do 25 kg) przy generatorze pracującym na pełnym napięciu. Pozwala to na dokładną obróbkę powierzchni śrubowych (rys. 3).
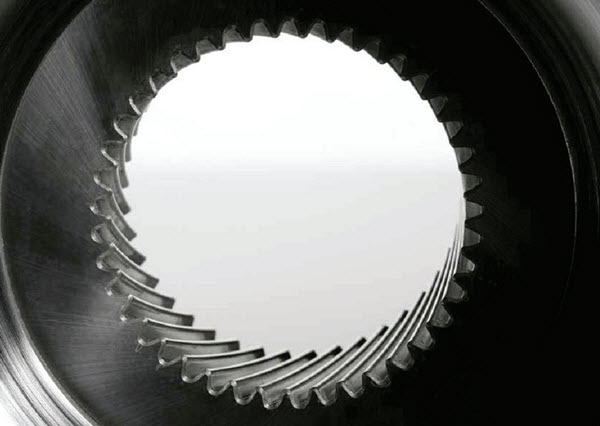
Rys. 3. Przykład obróbki z wykorzystaniem osi C na FORM X
Precyzja obróbki nie sprowadza się wyłącznie do wymiarów geometrycznych. Chropowatość powierzchni obrobionej również należy do parametrów jakościowych. Integracja rozwiązań konstrukcyjnych oraz układu sterowania, w tym wykorzystania dodatkowych modułów, umożliwia optymalizację procesu erozji w czasie rzeczywistym, z każdym kolejnym impulsem. W określonych warunkach można uzyskać chropowatość Ra = 0,08 μm.
Konstrukcja
Dzięki nowoczesnemu generatorowi ISPG (Intelligent Speed Power Generator) na FORM X można prowadzić zarówno mikroobróbkę (przy małym natężeniu prądu i niewielkim zużyciu elektrod roboczych), jak i standardowe elektrodrążenie dużymi elektrodami. FORM X 400 i 600 to elektrodrążarki wgłębne o maksymalnym przesuwie w osi X odpowiednio: 400 i 600 mm.
Wieloletnie doświadczenie firmy GF Machining Solutions w projektowaniu i produkcji obrabiarek zaowocowało koncepcją symetrycznej konstrukcji maszyny technologicznej (kształt ramy: C). Przy termokompensacji pozwala to na efektywniejsze przewidywanie odkształceń i tym samym skuteczniejsze kompensowanie temperatury w strefie roboczej.
Uzyskanie wysokiej dokładności wiąże się ze sztywnością korpusu obrabiarki, zapewniającą statyczną i dynamiczną stabilność. Istotny wpływ na dokładność pozycjonowania mają odkształcenia termiczne. W elektrodrążarkach FORM X zastosowano dynamiczną termostabilizację. Korpusy maszyn wykonano z polimerobetonu, a liniały optyczne poszczególnych osi są chłodzone dielektrykiem. Pod stołem roboczym korpusy są zalane dielektrykiem, aby zapewnić termostabilizację układu. Z kolei powracający z obróbki rozgrzany i zanieczyszczony dielektryk jest przekazywany do odseparowanego termicznie zbiornika, aby zmiany temperatury dielektryka podczas obróbki nie wpływały na odkształcenia korpusu.
Support z elektrodą roboczą (pinola osi Z) ma kontrolowany przepływ powietrza w celu uzyskania pełnej stabilizacji termicznej i eliminacji odkształceń. Podobnie układy napędowe osi X, Y i Z wykorzystują automatyczną cyrkulację powietrza do poprawy termostabilizacji.
Generator ISPG i układ elektryczny
Generatory mają znaczący wpływ na jakość obróbki elektroerozyjnej. Proces erozji EDM jest bowiem uzależniony przede wszystkim od charakteru impulsów elektrycznych, czyli wartości natężenia prądu wyładowania, czasu trwania impulsu, napięcia wyładowania i kształtu przebiegu impulsu. Parametry te definiują wartość energii dostarczanej do materiału obrabianego oraz wielkość i kształt kanału wyładowania.
Im większa częstotliwość impulsów prądowych, tym dokładniejsza obróbka. Generatory ISPG zostały opracowane w GF Machining Solutions. W FORM X stosuje się generator zapewniający natężenie prądu roboczego 80 A, opcjonalnie 140 A. Generatory ISPG w ramach kontroli procesu roztwarzania elektroerozyjnego umożliwiają: detekcję pierwszego wyładowania, kompensację zużycia elektrody, zachowanie powtarzalności obróbki czy podwyższanie wydajności. Odpowiedni dobór parametrów, z uwzględnieniem rodzaju materiału obrabianego oraz elektrody roboczej (miedzianej lub grafitowej), umożliwia uzyskanie chropowatości powierzchni obrobionej Ra = 0,1÷0,4 μm.
Ze względu na konstrukcję oraz układ sterowania na FORM X można prowadzić polerowanie powierzchni SuperFinish i uzyskać chropowatość powierzchni w klasie CH0: Ra = 0,08 μm. Pozwala na to zastosowanie unikalnego rozwiązania konstrukcyjnego, polegającego na usytuowaniu modułów elektronicznych generatora do obróbek wykończeniowych bezpośrednio w pinoli osi Z.
Moduły ACC i ACO (Adaptive Current Control i Adaptive Current Optimization) zapewniają kontrolę i optymalizację adaptacyjną natężenia prądu roboczego. Dzięki temu proces obróbki jest bezpieczny i stabilny, a wydajność usuwania materiału – wysoka.
Jeśli nie da się usunąć produktów erozji, spada oporność dielektryka, a tym samym pogarszają się warunki w szczelinie. Wzrasta wówczas zagrożenie zwarciem. AgieCharmilles FORM X wyposażono w automatyczny układ przeciwzwarciowy SPAC. Wystąpieniu zwarcia przeciwdziała emisja wysokoenergetycznych wyładowań impulsowych.
Układ sterowania i systemy eksperckie
System ekspercki TECFORM wspiera podnoszenie wydajności roztwarzania elektroerozyjnego z jednoczesnym spowolnieniem zużywania się elektrody roboczej (moduł iQ). Moduł iQ maksymalizuje wydajność każdego impulsu, co redukuje boczne i czołowe zużycie elektrody. Kontrola dynamiki pracy wraz z kontrolą warunków przepłukiwania pozwala w zasadzie na wyeliminowanie mechanicznego i termicznego zużywania się elektrody roboczej. Dzięki temu możliwe jest efektywniejsze pod względem czasu wykorzystanie elektrodrążarki.
Spowolnienie tempa zużycia elektrody roboczej przyczynia się do wydłużenia jej trwałości, zapewnienia powtarzalności odwzorowania obrabianych kształtów, a tym samym – do obniżenia kosztów.
Sterowanie przebiegiem obróbki wymaga stosowania zaawansowanych systemów eksperckich. Wynika to ze złożoności procesów fizykochemicznych i związanych z nimi parametrów obróbkowych. Analiza w czasie rzeczywistym pozwala na istotne obniżenie całościowych kosztów obróbki.
Zastosowany w FORM X system TECFORM automatycznie opracowuje technologię na podstawie takich danych, jak:
- rodzaj gniazda (normalne, powierzchnia, duża powierzchnia, konturing, otwór, mikroerozja, ostrzenie elektrody),
- określone przez technologa priorytety obróbki (zużycie, precyzja, brak warstwy białej, szybkość, połysk),
- kształt elektrody (standardowa, cylindryczna, punktowa, żebro, stempel, wielopoziomowa).
Zaletą systemu TECFORM jest praca w czasie rzeczywistym i modyfikowanie parametrów pracy generatora podczas elektrodrążenia. Operator zachowuje przez cały czas możliwość ręcznej zmiany parametrów obróbkowych.
FORM X ma nowoczesny, wielozadaniowy układ sterowania AC FORM HMI, który zapewnia intuicyjne i szybkie przygotowanie obróbki, w tym opracowanie programów obróbkowych. Jednocześnie AC FORM HMI daje pełną kontrolę funkcji maszyny.
Układ sterowania bazuje na sprawdzonej architekturze elektronicznej i wykorzystuje system operacyjny Windows. W celu zapewnienia komfortu pracy operatora interfejs użytkownika zaprojektowano w zgodzie z najlepszymi zasadami ergonomii (m.in. duży dotykowy ekran 15″ TFT). Współczesne procesy produkcyjne są zróżnicowane i coraz bardziej nakierowane na indywidualne potrzeby odbiorcy. Nowoczesna produkcja to przede wszystkim krótkie serie lub produkcja jednostkowa.
Wielozadaniowość układu sterowania w FORM X polega na jednoczesnym monitorowaniu realizowanego procesu drążenia i opracowywaniu kolejnego programu obróbkowego. Układ sterowania jest wyposażony w przenośny pilot z pokrętłem ręcznym lub z samymi przyciskami, który służy do precyzyjnego kontrolowania ruchów w poszczególnych osiach.
Automatyzacja i rConnect
Optymalizacja procesów technologicznych oraz dążenie do osiągnięcia celów Przemysłu 4.0 wymagają efektywnej automatyzacji oraz monitorowania stanu obrabiarki w czasie rzeczywistym. FORM X i inne obrabiarki firmy GF Machining Solutions to pod tym względem komplementarne konstrukcje. Na rys. 1 przedstawiono FORM X 400 z magazynem elektrod i przedmiotów obrabianych w ramach Systemu 3R, obsługiwanego przez robota przemysłowego. Innym przykładem rozwiązania paletowego jest magazyn w układzie rewolwerowym.
System 3R, oferowany przez GF Machining Solutions, zapewnia oprzyrządowanie do ustalania i mocowania przedmiotów obrabianych (systemów paletyzacji) w ramach wszystkich technik wytwarzania, w tym wgłębnej (EDM) i drutowej obróbki elektroerozyjnej (WEDM) – rys. 4.

Rys. 4. Uchwyt Systemu 3R elektrody roboczej
Kompleksowa automatyzacja i obsługa elektrod roboczych oraz przedmiotów obrabianych przyczyniają się do znaczącego wzrostu produktywności i zdolności do podejmowania zleceń.
System rConnect to kompleksowa platforma obsługująca różne techniki wytwarzania i metody obróbki w ramach oferty firmy GF Machining Solutions (EDM, WEDM, obróbka skrawaniem, obróbka laserem). Modułowy system rConnect zapewnia kompleksową realizację usług cyfrowych wspierających procesy produkcyjne, począwszy od zdalnego asystenta czasu rzeczywistego (zapewniającego maksymalne wykorzystanie maszyny), poprzez predykcyjne działania konserwacyjne, po monitorowanie pracy obrabiarki. System rConnect umożliwia nawiązywanie zabezpieczonego połączenia w dowolnym czasie i miejscu. Zdalna analiza pracy maszyny technologicznej znacząco skraca czas reakcji serwisowej. Szybka diagnoza to szybszy dobór środków zaradczych. Ma to szczególne znaczenie w przypadku znacznej odległości od centrum serwisowego GF Machining Solutions. Dzięki rConnect można podnieść efektywność posiadanych środków produkcji. Jest to kluczowe przy gniazdach produkcyjnych.
Połączenie konstrukcji, układu elektrycznego, serwonapędów, automatyzacji i rConnect w serii FORM X, poparte wieloletnim doświadczeniem GF Machining Solutions, to przykład komplementarnej integracji. To wszystko gwarantuje wysokiej klasy precyzję obróbki.
Źródła: materiały informacyjne GF Machining Solutions oraz Oniszczuk-Świercz D., Świercz R. „Obróbka elektroerozyjna – badanie impulsów elektrycznych napięcia i natężenia prądu”, Mechanik, 2 (2017).